
Пресс-центр
Новости компании
Тенденции развития МКК
Тенденции развития металлокерамических корпусов
Автор: Николай Нагаев, АО «ЗПП», технический директор nanagaev@zpp12.ru
УДК 621.3.049.7
ВАК 05.27.01
Акционерное общество «Завод полупроводниковых приборов» (АО «ЗПП») выпускает широкую линейку металлокерамических корпусов (МКК) из высокотемпературной керамики для интегральных микросхем (ИС), многокристальных модулей и другие изделия из керамики для электроники и электротехники. Это корпуса 2-го типа (DIP), 4-го типа (CQFP), 5-го типа (LCC и LLCC), 6-го и 8-го типов (LGA, PGA, BGA, CCGA). Кроме того, предприятие выпускает керамические основания для оптоэлектроники и фоточувствительных элементов, различные керамические изделия – подложки, нагревательные элементы. Долгое время предприятие является лидером среди производителей МКК для ИС в России. Однако развитие и усложнение техники привело к тому, что в последнее десятилетие к МКК начали предъявляться новые требования, к которым предприятие на тот момент оказалось не готово технологически. Чтобы наладить производство новых сложных МКК, отвечающих современным требованиям, необходимо учитывать основные тенденции развития конструкций МКК. Об этих тенденциях и разрабатываемых с их учетом в АО «ЗПП» изделиях и пойдет речь в статье.
Образовавшаяся в последние годы на российском рынке ниша высокотехнологичных корпусов (планарных и матричных многовыводных, малогабаритных безвыводных) стала активно заполняться представителями иностранных производителей и вторыми поставщиками. Последние развернули работу по введению корпусов, на 90–100% изготовленных за рубежом, в ограничительный перечень, и впоследствии представляли их как отечественный продукт. Эта ситуация известна всем в отрасли, со временем производители микросхем привыкли к такому положению дел, считая, что в России не умеют производить сложные МКК.
Переломить этот стереотип непросто и весьма затратно: необходима локализация технологий и производства сложных корпусов в России. В ситуации отсутствия отечественных разработчиков специального технологического оборудования переоснащение производственных участков становится задачей нетривиальной: необходимо не просто подобрать подходящее по основным параметрам оборудование, но и обеспечить четкое встраивание его в имеющийся процесс изготовления продукции.
Но даже продвинувшись по этому пути, пробиться на уже занятые рынки, преодолевая сопротивление как потребителя, привыкшего работать на импортных корпусах, так, порой, и собственного персонала, которому необходимо перестраиваться на работу по новым требованиям к качеству выпускаемых изделий, стоит огромных трудов.
Для успешного проведения процесса локализации в России технологии и производства сложнофункциональных МКК необходимо в первую очередь обладать пониманием того, какие же требования предъявляются к современным МКК? Какие основные тенденции развития конструкций МКК наиболее выраженно проявляются при анализе потребностей предприятий микроэлектроники?
Основная определяющая черта в развитии конструкций МКК для микроэлектроники сейчас – смещение акцента с простоты и универсальности в сторону придания МКК специфических свойств, которые обеспечат наилучшие условия для функционирования конкретной ИС. При этом обязательными становятся два требования: минимизация габаритных размеров и максимальное увеличение функциональной нагрузки:
· размещение в одном корпусе нескольких кристаллов – микросборки;
· установка на корпуса дополнительных пассивных элементов;
· предъявление к проводникам требований по скорости передачи сигнала (дифференциальные пары проводников)
· и т. д.
В этой статье хотелось бы подробно остановиться лишь на некоторых тенденциях, которые, как нам кажется, будут определять облик МКК и отечественной микроэлектроники в целом в ближайшем будущем
Предварительное моделирование изделий
Неотъемлемой частью процесса проектирования на любом уровне кооперации стало предварительное моделирование изделий при помощи специализированных САПР.
САПР непосредственно для разработки МКК немного, т.к. это достаточно узкое и специфичное направление. Можно назвать такие продукты, как Cadence Siplyout и Mentor Graphics. Также вполне справляются со всеми задачами САПР для проектирования печатных плат, такие как:
· Altium Designer - трассировка топологии, автоматический контроль электрических связей, автоматическая проверка технологических параметров топологического рисунка;
· Polar SI 9000 - применяется при расчете дифференциальных пар;
· Cadence Allegro PCB Editor - трассировка топологии, автоматический контроль электрических связей, автоматическая проверка технологических параметров топологического рисунка.
Перечисленные программные продукты позволяют повысить скорость и качество разработки МКК для изделий микроэлектроники, обеспечивая разработчиков современными инструментами прототипирования, верификации и тестирования СБИС.
Головная организация по стандартизации изделий микроэлектроники АО «ЦКБ «Дейтон» также выступает с инициативой создания единой базы параметрических моделей изделий микроэлектроники для того, чтобы разработчики имели возможность предварительно смоделировать будущее изделие и уже на этом этапе устранить ошибки в проектировании.
Следует сказать, что АО «ЗПП» является сторонником внедрения принципов сквозного проектирования и исследования полной математической модели перед началом изготовления действующего образца изделия. С этой целью нами проводятся измерения электрических и механических свойств партий применяемого материала, для ряда предприятий уже были подготовлены соответствующие 3D-модели и файлы с топологией, содержащие в себе информацию о свойствах материалов, необходимые для проведения расчета серийных изделий.
Некоторые из последних разработок также были проведены с применением инструментов математического моделирования. Как результат – во всех работах уже на этапе согласования конструкции были выявлены узкие места и проведена корректировка. Все изготовленные опытные образцы с первого раза полностью соответствовали требованиям заказчика.
Ужесточение норм проектирования МКК
Стремление одновременно к миниатюризации и повышению функциональной нагрузки делает необходимым ужесточение норм проектирования МКК. Эта тенденция распространяется на все типы современных корпусов.
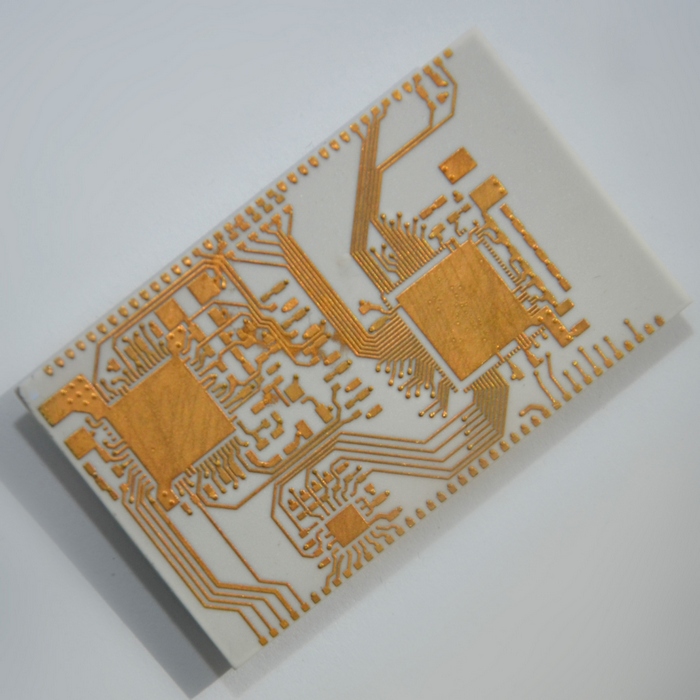
Если еще не так давно проводники топологического рисунка корпуса шириной 150 мкм и отверстия коммутационных межслойных переходов диаметром 250 мкм считались весьма достойным технологическим уровнем, то сегодня иностранные компании применяют проводники шириной от 30 мкм и отверстия диаметром 100 мкм.
То же касается толщин и количества керамических слоев. Если нет ограничений, продиктованных требованиями к электрическим проводникам, толщины керамических слоев стремятся к минимальным значениям. Для современных корпусов это 50 - 100 мкм. Соответственно, чем меньше толщина каждого слоя, тем большим может быть общее число слоев с топологией в заданном размере корпуса. Это позволяет закладывать в МКК относительно небольшого размера очень плотную топологию, обеспечивающую большую функциональность изделия. Дополнительно увеличить функциональные возможности МКК можно также приданием специальных свойств его проводникам. Различные шины (питания, GND) стали делом привычным уже достаточно давно, а вот проводники, объединенные в дифференциальные пары с заданным волновым сопротивлением от 60 до 100 Ом – явление для отечественных производителей новое и весьма востребованное. При этом скорость передачи сигнала по проводникам МКК может достигать 6 Гбит/сек.
Сложность реализации таких жестких стандартов изготовления на отечественном производстве связана в первую очередь с необходимостью применения импортной оснастки и инструмента повышенной точности. Электрические проводники, наносимые на керамические слои методом трафаретной печати, при малой (до 100 мкм) ширине могут иметь разрывы, неравномерное прокрашивание и нечеткий край, что негативно влияет на их электрические характеристики. Для нанесения таких проводников необходимо использовать строго определенные сетки и фоторезисты, технология изготовления трафаретов также достаточно сложна и требует большого внимания к деталям.
Пробивка отверстий диаметром 100 мкм и менее связана с необходимостью использования новых методов обработки материалов. Пробивать большое количество коммутационных отверстий малого диаметра механическим способом нетехнологично, а иногда и невозможно:
· стойкость дорогостоящего инструмента такого диаметра при обработке абразивного материала довольно ограниченна;
· размер отдельных монокристаллов Al2O3 в сырой керамической ленте достигает 15-18 мкм. Соответственно, при попадании пуансона диаметром менее 100 мкм в такое крупное зерно процесс вырубки материала превращается в выдавливание крупных кристаллов, что приводит к деформации стенок формируемых отверстий и ускорению выхода из строя инструмента. И чем меньше диаметр пробиваемого отверстия, тем большее усилие должно прикладываться к пуансону.
Чтобы соответствовать перечисленным мировым тенденциям, отечественным предприятиям необходимо провести глубокую технологическую переработку многих процессов. Начало на АО «ЗПП» уже положено:
· осуществлен переход на новый стандарт проектирования корпусов 100/100 мкм, где ширина металлизации составляет 100 мкм и расстояния между элементами металлизации может быть от 100 мкм. На основе полученного опыта осваивается стандарт проектирования 80/80 мкм, в ближайших планах – освоить стандарт 50/50 мкм;
· для передачи электрического сигнала между слоями платы закладываются переходные отверстия диаметром 100 мкм. Отработан процесс получения отверстий диаметром от 75 мкм без применения механических пуансонов. Количество межслоевых переходов в одном из освоенных корпусов достигает 23 000 на одно изделие;
· для формирования керамических плат многовыводных сложнофункциональных корпусов используются керамические слои толщиной от 100 мкм. Количество слоев в одном изделии достигает 30;
· в конструкции уже нескольких изделий реализованы дифференциальные пары проводников с заданными электрическими параметрами и волновым сопротивлением 80-100 Ом.
Разработка многовыводных корпусов с матричным расположением выводов
Эффект от применения специализированного САПР и ужесточения норм проектирования МКК, о которых говорилось в предыдущих пунктах, наиболее полно раскрывается при проектировании многовыводных корпусов с матричным расположением выводов типа LGA, BGA, CCGA. Интерес к такому типу корпусов значительно возрос в мире благодаря тому, что в этом конструктиве возможно при заданном габаритном размере реализовать максимальное количество внешних выводов (относительно других типов корпусов), а количество керамических слоев с проводниками различного назначения и внутренними полигонами практически ничем не ограничивается. Это конструктивное исполнение чаще всего используется для установки кристаллов по методу Flip-chip.
В настоящее время МКК данного типа – наиболее высокотехнологичные и сложные при изготовлении в мире.
В качестве выводов у корпусов типа BGA используются шарики из высокотемпературного сплава (например, олово10/свинец90). Основные преимущества данных выводов хорошо известны:
- лучший тепловой контакт между корпусом и платой, что в некоторых случаях позволяет избавиться от необходимости установки теплоотвода;
- небольшие длины проводников (за счет небольших диаметров шариков) позволяют увеличить диапазон рабочих частот и увеличить скорость обработки данных.
Из недостатков можно отметить:
- негибкий вывод. При тепловом расширении шарики могут лопнуть из-за несогласованности температурного коэффициента линейного расширения материалов корпуса и печатной платы;
- дороговизна обслуживания.
Надежность паяных соединений у CCGA выше по сравнению с BGA, так как при больших габаритных размерах корпусов столбиковые выводы эффективнее поглощают высокие напряжения, возникающие в результате различных величин теплового расширения материалов металлокерамического корпуса и печатной платы. Кроме того, на некоторые типы столбиков навивают медную ленту, чтобы увеличить их надежность, поскольку простые столбики могут быть подвержены повреждениям во время обработки и установки на печатную плату. С другой стороны, более длинные столбиковые выводы приводят к более высокому профилю микросхемы и требуют осторожности в обращении в процессе хранения и монтажа. Следует также упомянуть о том, что процесс установки столбиковых выводов требует наличия специальной высокоточной оснастки, которая изготавливается индивидуально под каждый тип корпуса.
АО «ЗПП» уделяет большое внимание освоению технологии изготовления этого типа корпусов. В настоящее время уже освоено производство матричных корпусов с числом выводов 484, 672, 1752.
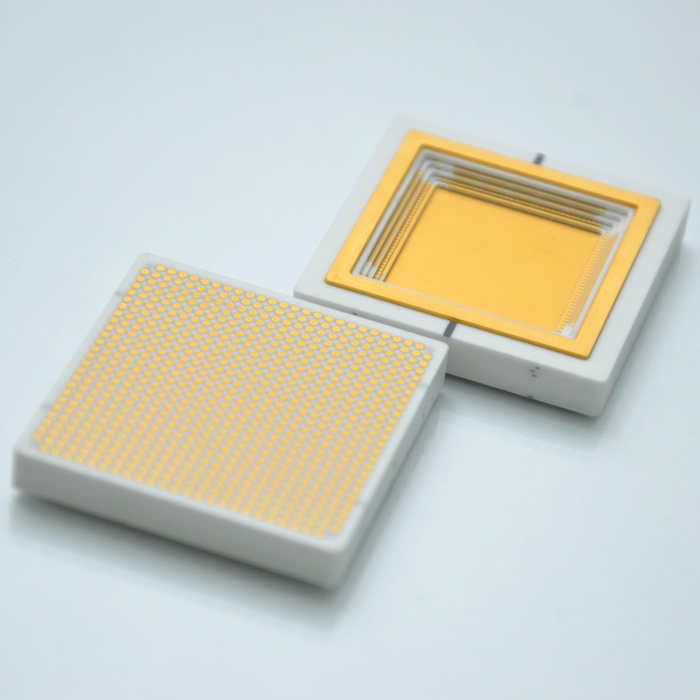
Ведется разработка корпусов с количеством выводов 289 и 512. Во все конструктивы закладываются пары проводников для высокоскоростной передачи данных. В ближайших планах провести разработку корпуса для посадки кристалла по методу Flip-chip с шагом матрицы контактных площадок 300 мкм.
Миниатюризация
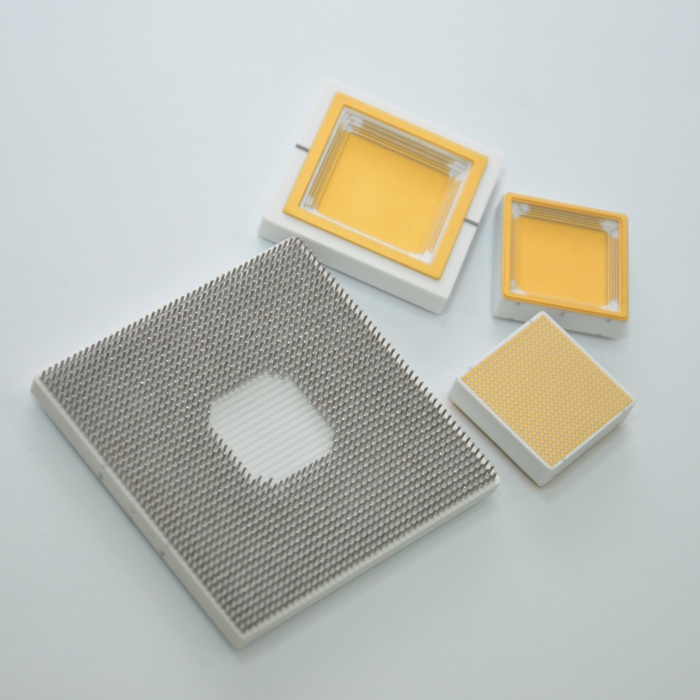
Необходимость снижения веса и габаритных размеров радиоэлектронной аппаратуры, повышения быстродействия и надежности при одновременном снижении стоимости определяют развитие еще одного направления в микроэлектронике – миниатюризации. Миниатюризацию можно определить, как стремление к уменьшению габаритного размера микросхемы при сохранении максимально полезного внутреннего объема корпуса. Благодаря этой тенденции развиваются два, казалось бы, противоположных направления создания МКК – корпуса для микросборок (гибридная микросхема) и корпуса типа QFN.
Микросборки реализуют, как правило, какую-то одну определённую функцию. Использование этих изделий в микроэлектронной аппаратуре позволяет уменьшить её объём и массу в несколько раз по сравнению с микроэлектронной аппаратурой на ИС широкого применения с использованием печатных плат. Благодаря меньшей длине соединений значительно снижены значения паразитных емкостей и индуктивности.
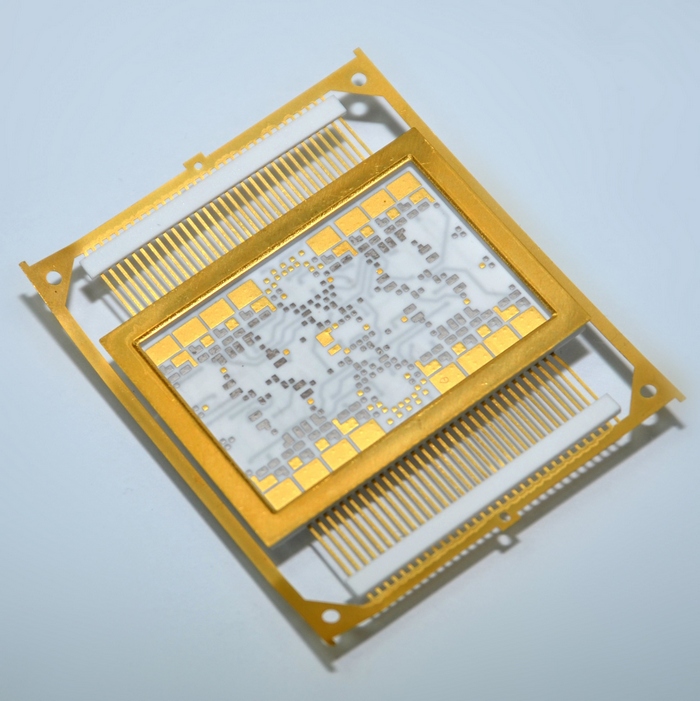
Для установки элементов, входящих в состав микросборки, применяют МКК с большим внутренним объемом. Установка элементов может проводиться как на платы, которые впоследствии вклеиваются в основание корпуса, так и непосредственно на монтажную площадку корпуса, на которую выведены все необходимые контактные площадки. В этом случае вся функциональная топология закладывается в керамическую плату корпуса.
На сегодняшний день АО «ЗПП» уже разработало и производит несколько типоразмеров корпусов для микросборок. Предприятие может предложить различные решения для микросборок: в виде многослойных корпусов с топологическим рисунком на каждом слое платы, либо в виде плат-подложек с топологией в комплекте с универсальным корпусом. Способов герметизации корпусов-микросборок также несколько: шовно-роликовая, лазерная сварка крышки, либо герметизация 2-х оснований друг с другом посредством лазерной сварки. При этом методе возможно в два раза увеличить плотность упаковки элементов практически в том же объёме, что при герметизации корпуса крышкой.
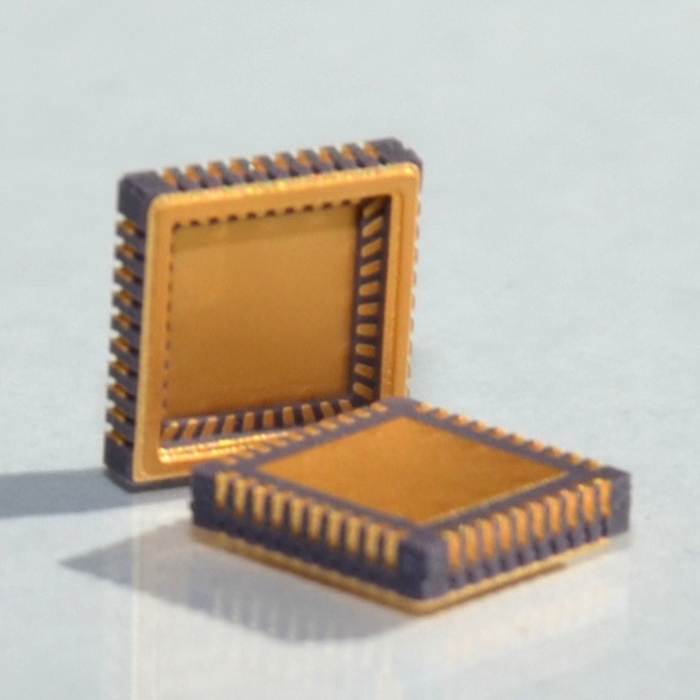
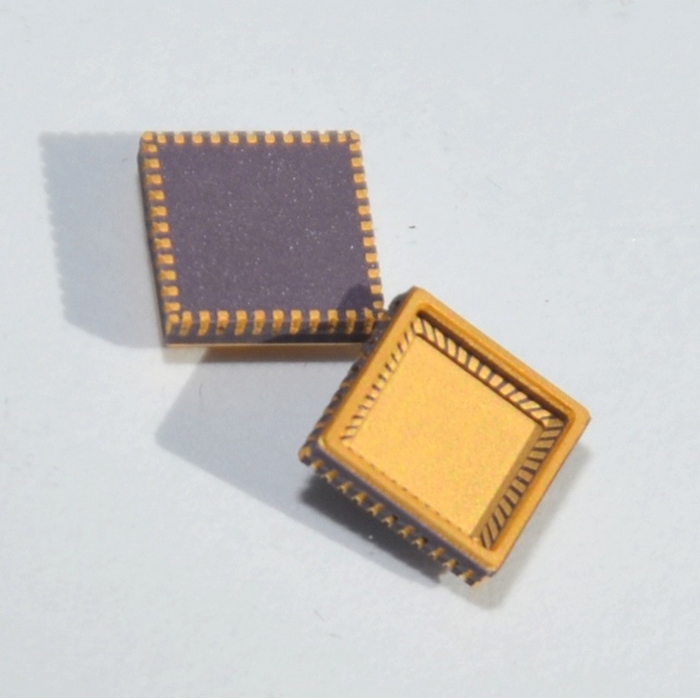
МКК типа QFN представляют собой безвыводные корпуса малых размеров с полезным внутренним объемом, составляющим до 40% объема всего корпуса.
Стремление к максимально полезному использованию всего объема МКК привело к оформлению характерных черт корпусов типа QFN:
- монтажная площадка для посадки кристалла занимает до 45% площади корпуса в плане;
- стенки монтажного колодца корпуса имеют минимально возможную с точки зрения обеспечения механической прочности толщину;
- шаг внешних выводов – минимально возможный (0,5 мм);
- наличие внешней металлизированной площадки на дне корпуса, соединенной с монтажной площадкой, для лучшего теплоотвода.
Широкое распространение корпуса QFN получили из-за малых размеров (в том числе и толщины корпуса), веса, хороших тепловых и электрических характеристик, очень высокой эффективности и выгодной цены.
В развитие этого направления на АО «ЗПП» разработана линейка корпусов типа QFN, габаритные размеры которых лишь незначительно превышают размеры кристалла. Изготовлены опытные партии корпусов с размерами от 3,0х3,0 мм и количеством выводов от 6 до 64. Также проводятся исследования конструкций имеющихся изделий типа QFN методом математического анализа с целью моделирования параметров корпусов при их использовании в устройствах СВЧ. Уже сейчас есть понимание, что корпуса без каких-либо доработок могут использоваться в СВЧ-диапазоне до 20 ГГц.
Пакетные решения
Как показали проведенные АО «ЗПП» опросы, еще одна тенденция – интерес потребителей к пакетным решениям, т.е. желание приобретать корпуса для микросхем, необходимую оснастку для работы с корпусами, испытательные приспособления в одном месте. Поскольку на рынке множество фирм-перепродавцов, бывает проблематично объединить отдельные элементы, поступившие из разных источников, в производственный комплекс.
Для работы с МКК требуется очень точная технологическая и испытательная оснастка, которую, не зная тонкостей изготовления и эксплуатации корпусов, сделать очень сложно.
Например, установка столбиковых выводов, о которых говорилось в предыдущих пунктах, требует изготовления специальных кассет для пайки. Причем, на каждый типономинал корпуса. Да и сами столбиковые выводы не продаются в каждом радиомагазине.
Проведение электротермотренировок и других испытаний микросхем в корпусах требует наличия большого количества контактирующих устройств и спутников-носителей.
В этом направлении АО «ЗПП» за последний год провело большую работу и может предложить дополнительные услуги по обеспечению предприятий микроэлектроники всем необходимым оснащением. Инструментальное производство предприятия способно обрабатывать и изготавливать изделия из цветных и черных металлов, порошковых твердых сплавов, графита всех марок, полеуретана, винипласта, текстолита, капролона, фторопласта, полипропилена, гетинакса, полисульфона и различных групп пластика.
Процесс проектирования и изготовления оснастки для обеспечения пайки столбиковых выводов проводился параллельно с освоением в производстве корпусов с матричным расположением выводов. За 2017 год оптимизирована конструкция оснастки и полностью отработан технологический процесс ее изготовления из графита и цветных металлов. И теперь в состоянии изготавливать такого рода оснастку для сторонних организаций. Кроме того, сотрудники нашего предприятия могут проводить выездное обучение в области пайки многовыводных столбиковых корпусов.
Основные узлы и детали, из которых состоит приспособление для пайки столбиковых выводов:
· приемник столбиковых выводов;
· приспособление для центровки микросхемы;
· приспособление для снятия корпуса;
· металлический трафарет;
· кассета пайки. В состав кассеты пайки входит основание, крышка-кондуктор, груз.
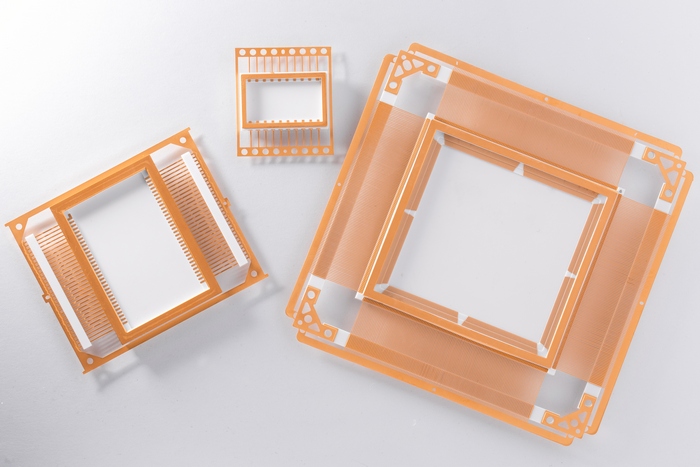
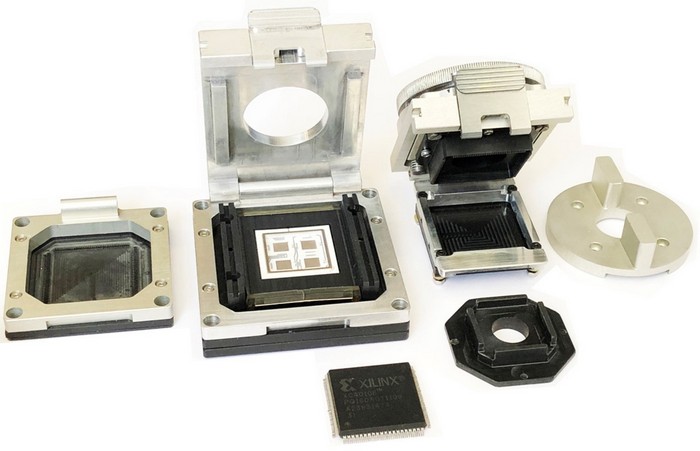
Контактные устройства предназначены для обеспечения надежного механического контакта между тестируемым корпусом/интегральной микросхемой и тестовой платой или измерительным оборудованием – что обеспечивает проведение таких испытаний, как термоциклирование, электротермотренировка, измерение электрических параметров.
Отечественный рынок контактных устройств не очень велик, но предъявляет достаточно жесткие требования к этому типу оснастки:
· высокая стабильность размеров в диапазоне рабочих температур;
· гарантирование постоянного хорошего контакта в процессе работы;
· высокое качество изделий и гибкий процесс разработки;
· возможность проверки импортных корпусов и микросхем;
· обеспечение невысокой стоимости изделия.
Как показали проведенные АО «ЗПП» опросы, еще одна тенденция – интерес потребителей к пакетным решениям, т.е. желание приобретать корпуса для микросхем, необходимую оснастку для работы с корпусами, испытательные приспособления в одном месте. Поскольку на рынке множество фирм-перепродавцов, бывает проблематично объединить отдельные элементы, поступившие из разных источников, в производственный комплекс.
Для работы с МКК требуется очень точная технологическая и испытательная оснастка, которую, не зная тонкостей изготовления и эксплуатации корпусов, сделать сложно. Например, установка столбиковых выводов требует специальных кассет для пайки, причем для каждого типономинала корпуса. Да и столбиковые выводы не продаются в каждом радиомагазине.
Проведение электротермотренировок и других испытаний микросхем в корпусах требует наличия большого количества контактирующих устройств и спутников-носителей.
В этом направлении АО «ЗПП» провело за последний год большую работу и может предложить дополнительные услуги по обеспечению предприятий микроэлектроники необходимым оснащением. Инструментальное производство предприятия способно обрабатывать и изготавливать изделия из цветных и черных металлов, порошковых твердых сплавов, графита всех марок, полиуретана, винипласта, текстолита, капролона, фторопласта, полипропилена, гетинакса, полисульфона и др.
Проектирование и изготовление оснастки для обеспечения пайки столбиковых выводов проводились параллельно с освоением в производстве корпусов с матричным расположением выводов. В 2017 году оптимизирована конструкция оснастки и полностью отработан технологический процесс ее изготовления из графита и цветных металлов. Теперь АО «ЗПП» может изготавливать такого рода оснастку для сторонних организаций. Сотрудники предприятия могут проводить выездное обучение в области пайки многовыводных столбиковых корпусов.
Основные узлы и детали приспособления для пайки столбиковых выводов:
· приемник столбиковых выводов;
· приспособление для центровки микросхемы;
· приспособление для снятия корпуса;
· металлический трафарет;
· кассета для пайки. В состав кассеты входят основание, крышка-кондуктор и груз.
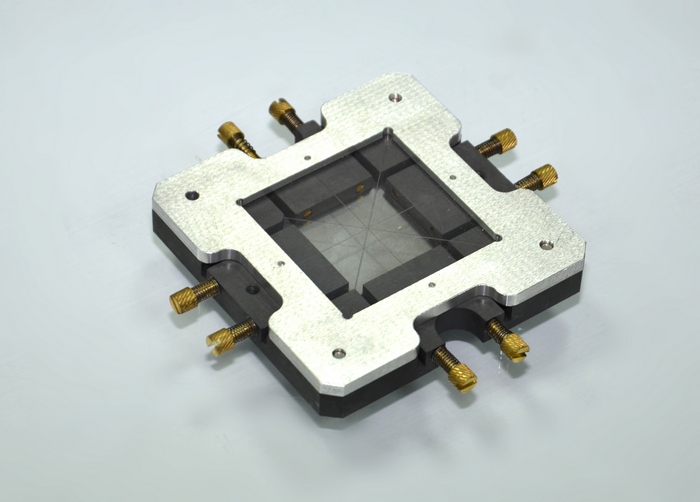
Контактные устройства предназначены для обеспечения надежного механического контакта между тестируемым корпусом / интегральной микросхемой и тестовой платой или измерительным оборудованием, что обеспечивает проведение таких испытаний, как термоциклирование, электротермотренировка, измерение электрических параметров.
Отечественный рынок контактных устройств небольшой, но предъявляет достаточно жесткие требования к этому типу оснастки:
· высокая стабильность размеров в диапазоне рабочих температур;
· гарантия постоянного контакта в процессе работы;
· высокое качество изделий и гибкий процесс разработки;
· возможность проверки импортных корпусов и микросхем;
· обеспечение невысокой стоимости изделия.
Специалистами АО «ЗПП» определены несколько конструктивов контактных устройств, удовлетворяющих этим требованиям.
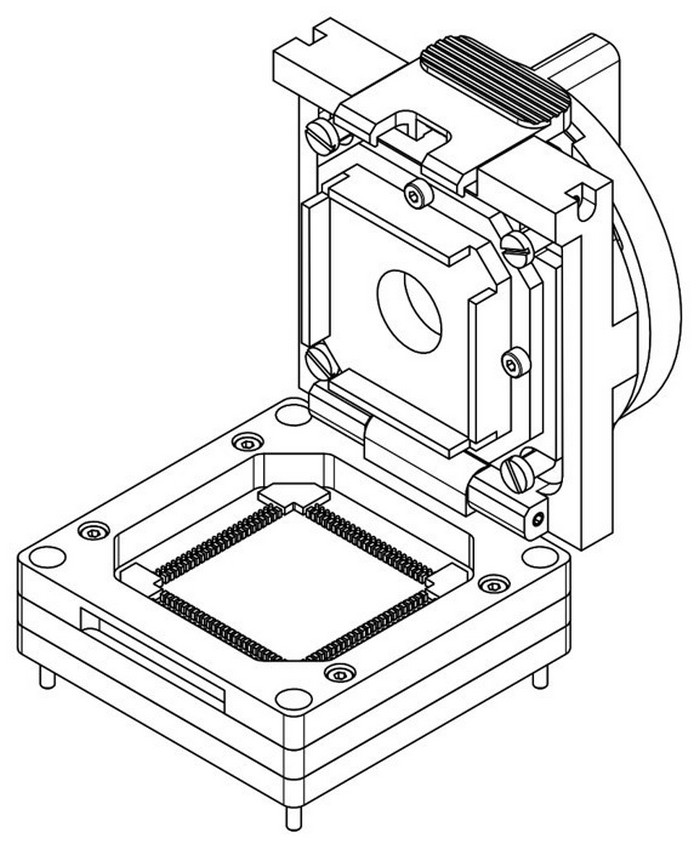
Модульные контактные устройства, которые отличаются самой высокой стоимостью и наиболее удобной конструкцией. Модульное исполнение обеспечивающее универсальность изделия, предполагает возможность использования данного варианта контактирующего устройства для разных корпусов и интегральных микросхем в результате быстрой замены полимерных вставок, что в значительной мере оправдывает его стоимость. Данный тип контактирующего устройства предполагает применение специального механизма открытия и закрытия, который предотвращает повреждение тестируемого корпуса или интегральной микросхемы, обеспечивая легкую установку-снятие и регулирование усилия прижатия.
Контактные устройства упрощенной конструкции, для которых характерна меньшая стоимость благодаря более простому механизму открытия и закрытия, а также применению других полимеров в качестве основного материала. У данного типа контактирующих устройств сравнительно небольшие габариты и меньшая масса.
Планируется разработка дополнительных вариантов конструкции контактных устройств для новых корпусов и интегральных микросхем. Рассматривается возможность применения типов контактов, обеспечивающих работу изделия в СВЧ-диапазоне свыше 10 ГГц и в условиях воздействия токов величиной до 30 А.
Цель развития данного направления – выход на рынок современных решений в испытательной оснастке и создание отечественного производства контактных устройств.
Мы рассмотрели основные, на наш взгляд, тенденции развития, которые существуют на данный момент в микроэлектронике и которые предъявляют требования не только к конструкциям и технологии производства МКК, но и к принципам построения работы предприятия в целом. Мы не можем предсказать, как они изменятся через год или через пять лет. Но технологический задел, который создается сегодня, станет надежным фундаментом для дальнейшего развития не только нашего предприятия, но и всей отрасли